
فهرست مطالب
در دنیای تولیدات صنعتی، جایی که دقت و سرعت حرف اول را میزند، قالب تزریق پلاستیک قلب تپنده خط تولید محسوب میشود. برای شما که در صنعت هیدرولیک و ماشینآلات تزریق فعالیت دارید، انتخاب نوع قالب نه تنها بر کیفیت نهایی محصول تأثیرگذار است، بلکه مستقیماً هزینههای تولید و بازدهی سیستمهای هیدرولیک دستگاه را تعیین میکند.
ما در صنعت هیدرولیک، ضمن تامین تجهیزات هیدرولیک قدرتمند، در کنار شما هستیم تا با شناخت دقیق «انواع قالبهای صنعتی»، بهترین تصمیم را برای خط تولید خود بگیرید. در این مقاله به بررسی تخصصی دستهبندی قالبها، سیستمهای راهگاه و اجزای حیاتی آنها میپردازیم.
مواد تزریق پلاستیک
مواد ترموپلاستیک با حرارت دیدن قابلیت تغییر شکل پیدا کرده و می توانند به فرم مورد نظر ما در بیایند. سپس با کاهش میزان حرارت سختی خود را بدست می آورند. این مواد بعد از مذاب شدن و تزریق، شکل محفظه قالب خود را می گیرند.
در روش قالب گیری تزریقی پلاستیک ماده ترموپلاست گرم محفظه قالب را پر می کند در این روش ماده ترموپلاست گرم و محفظه قالب سرد است که پس از تزریق مواد به شکل و فرم قالب در می آید و سخت می شود. مواد ترموپلاست بسیار بازیافت پذیر می باشند و می توانند تا چندین دفعه مورد بازیافت قرار گیرند و مورد استفاده قرار بگیرند.
مواد ترمو پلاستیک به صورت گرانول دانه یا پودر در دستگاه تزریق ریخته شده و محصول نهایی ار تولید می کند.
دستهبندی انواع قالب تزریق پلاستیک
قالبها بر اساس معیارهای مختلفی دستهبندی میشوند که مهمترین آنها ساختمان قالب، سیستم راهگاه و تعداد حفره است.
1. انواع قالب بر اساس سیستم راهگاه
یکی از پرتکرارترین سوالات در گوگل، تفاوت «قالب راهگاه گرم» و «راهگاه سرد» است. این انتخاب تاثیر مستقیم بر هزینهها دارد.
الف) قالب راهگاه سرد
در این سیستم، مواد مذاب در مسیر راهگاه سرد و منجمد میشوند. پس از هر بار تزریق، راهگاه منجمد شده به همراه قطعه بیرون میآید و باید از قطعه جدا شود.
مزایا: طراحی ساده، قیمت ساخت پایین، نگهداری آسان.
معایب: افزایش ضایعات (نیاز به آسیاب مجدد راهگاه)، طولانیتر شدن سیکل تولید، نیاز به نیروی انسانی برای جداسازی راهگاه.
ب) قالب راهگاه گرم
در این قالبها، مسیر عبور مواد توسط هیترها و عایقها گرم نگه داشته میشود. بنابراین مواد در راهگاه منجمد نمیشوند و مستقیماً به داخل حفره تزریق میگردند،.
جدول مقایسه تخصصی قالب راهگاه گرم و سرد:
| ویژگی | قالب راهگاه سرد | قالب راهگاه گرم |
|---|---|---|
| هزینه ساخت | پایین و مقرونبهصرفه | بالا (به دلیل سیستم الکترونیکی و هیتر) |
| ضایعات مواد | زیاد (نیاز به بازیافت راهگاه) | نزدیک به صفر (بدون راهگاه جامد) |
| سرعت تولید | پایینتر (زمان برای سرد شدن راهگاه) | بسیار بالا (کاهش سیکل تزریق) |
| کیفیت قطعه | اثر محل تزریق روی قطعه میماند | کیفیت ظاهری بالا و کنترل دقیق دما |
| کاربرد | تیراژ پایین و متوسط | تولید انبوه و قطعات حساس |
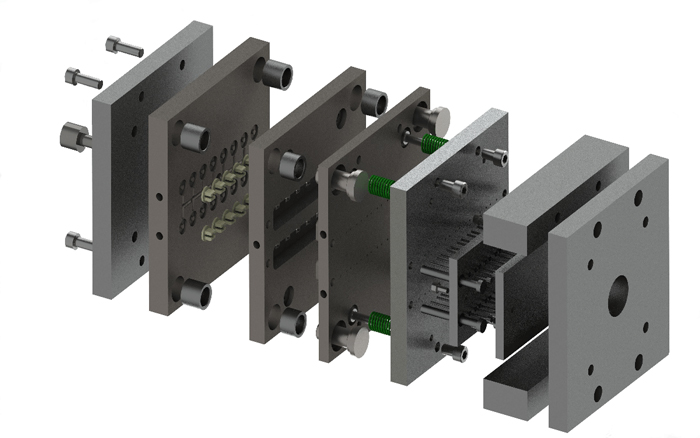
2. انواع قالب بر اساس ساختمان فیزیکی
ساختار صفحات قالب تعیین میکند که قطعه و راهگاه چگونه از هم جدا شوند.
- قالب دو صفحهای : رایجترین و سادهترین نوع قالب است. دارای یک خط جدایش است که نیمه ثابت و متحرک را جدا میکند. در این مدل، قطعه و راهگاه (در سیستم سرد) به هم چسبیدهاند و با هم خارج میشوند،.
- قالب سه صفحهای : دارای دو خط جدایش است. یک صفحه میانی بین صفحه ثابت و متحرک وجود دارد. این طراحی اجازه میدهد که هنگام باز شدن قالب، راهگاه به صورت خودکار از قطعه جدا شود،. این ویژگی برای اتوماسیون خط تولید بسیار مفید است اما هزینه ساخت و فشار تزریق بالاتری میطلبد.
3. انواع قالب بر اساس تعداد کویته
- قالب تک حفرهای : برای تولید قطعات بزرگ یا تیراژ پایین استفاده میشود. فشار کمتری به دستگاه وارد میکند و طراحی سادهای دارد،.
- قالب چند حفرهای : اگر میخواهید در هر ضرب دستگاه چندین قطعه تولید کنید، این گزینه مناسب شماست. برای قطعات کوچک با تیراژ میلیونی ایدهآل است و قیمت تمام شده هر قطعه را به شدت کاهش میدهد،.
- قالب خانوادگی : نوعی قالب چند حفرهای است که در آن حفرههای مختلف برای تولید قطعات متفاوت (مثلاً بدنه و درب یک محصول) در یک قالب طراحی شدهاند.
قالبهای خاص برای کاربردهای ویژه
علاوه بر دستهبندیهای کلی، مهندسان برای نیازهای خاص از قالبهای پیشرفتهتری استفاده میکنند:
- قالبهای اینسرتی : برای قطعاتی که نیاز به قطعات فلزی (مثل پیچ یا بوش برنجی) داخل پلاستیک دارند. قطعه فلزی قبل از تزریق در قالب قرار میگیرد و مواد دور آن را میگیرد،.
- قالبهای بازشونده : برای تولید قطعات رزوهدار مانند درب بطری که نیاز به چرخش سنبه برای خروج قطعه دارند.
کاربرد های قالب گیری تزریق پلاستیک
قالبگیری تزریق پلاستیک یکی از روشهای پیشرفته و پرکاربرد در تولید قطعات پلاستیکی است که در سطح جهانی بهطور گستردهای استفاده میشود. این روش بهویژه بهدلیل دقت بالا، سرعت تولید و توانایی ساخت قطعات پیچیده، در بسیاری از صنایع جایگاه ویژهای دارد. قالبهای تزریق در تولید طیف وسیعی از محصولات پلاستیکی نقش دارند. از جمله این محصولات میتوان به لوازم الکتریکی خانگی، ظروف پلاستیکی، درب بطریها، اجزای داخلی خودروها و بسیاری از دیگر قطعات پلاستیکی روزمره اشاره کرد. این روش قادر است انواع قطعات با اشکال پیچیده و ابعاد دقیق را با کیفیت بالا تولید کند.
یکی از مزایای بارز قالبگیری تزریق، توانایی ساخت قطعات با استفاده از قالبهای چند کویته است. این ویژگی امکان تولید همزمان چندین قطعه را فراهم میآورد و به همین دلیل، قالبگیری تزریق به گزینهای مناسب برای تولید انبوه محصولات تبدیل میشود. این قابلیت بهویژه در صنایعی که به تولید انبوه نیاز دارند، از اهمیت ویژهای برخوردار است و میتواند بهطور قابلتوجهی هزینههای تولید را کاهش دهد.
استعلام قیمت پمپ هیدرولیک پره ای
مزایا قالبگیری تزریق پلاستیک
قالبگیری تزریق پلاستیک به دلیل ویژگیهای منحصر به فردی که دارد، یکی از روشهای پرطرفدار و مؤثر در تولید قطعات پلاستیکی بهشمار میرود. از جمله مزایای برجسته این روش میتوان به موارد زیر اشاره کرد:
- دقت بالا
- تکرارپذیری
- طیف وسیع مواد مصرفی
- هزینه نیرویکار کم
- دور ریز اندک
- نیاز به ملزومات کم برای نهایی کردن محصولات پس از قالب گیری
- سرعت تولید بالا
- امکان تولید قطعات پیچیده
- صرفهجویی در هزینهها
در مجموع، قالبگیری تزریق پلاستیک به دلیل مزایای متعدد، یکی از بهترین انتخابها برای تولید قطعات پلاستیکی در صنایع مختلف است. این روش نهتنها سرعت تولید بالا و دقت دقیق را فراهم میآورد، بلکه هزینههای تولید را نیز بهشدت کاهش میدهد. جهت دریافت اطلاعات بیشتر درباره تزریق پلاستیک، با کلیک بر روی لینک به مقاله آن مراجعه کنید.
معایب قالبگیری تزریق پلاستیک
از معایب آن نیز میتوان به هزینه بالای ماشین ابزار و نیاز به پیشنمونه اشاره کرد. در طراحی قطعات تزریق پلاستیک میبایست نکات قالبگیری دقیقی را لحاظ نمود.
معمولا بیشتر هزینه اولیه صرف ساخت قالب تزریق پلاستیک می شود: ساخت یک قالب معمول از حدود ۲۰۰۰- ۵۰۰۰ دلار برای قالب های ساده و تیراژ های نسبتا پایین (بین ۱۰۰۰ تا ۱۰۰۰۰) شروع شده و می تواند برای قالب های تیراژ بالا تا ۱۰۰هزاردلار بالا رود.
قالب های تزریق پلاستیک معمولا با ماشین CNC از آلومینیوم یا استیل ساخته می شوند و سپس تا استانداردهای بالا پولیش، پرداخت و پست پروسس می شوند.
به جز نگاتیو قطعه، قالب های تزریق پلاستیک قابلیت هایی مثل سیستم تزریق ، کانال های داخلی خنک کننده با آب و… را که به سرعت پروسه کمک می کنند در خود جای می دهند.
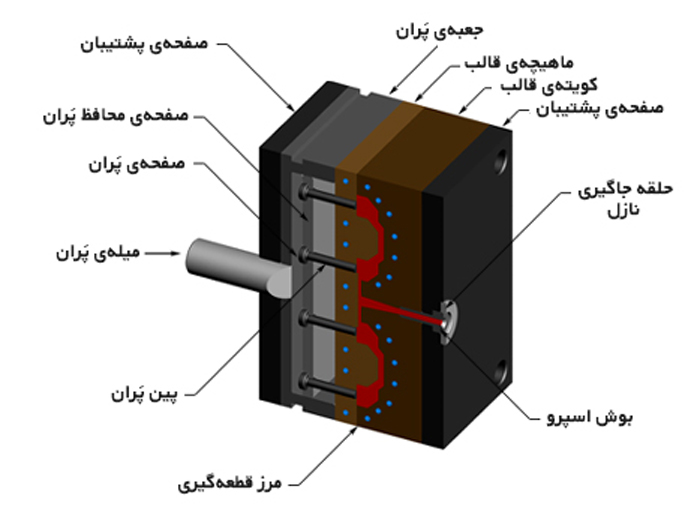
آناتومی یک قالب تزریق پلاستیک
ساده ترین قالب تزریق پلاستیک، قالب Straight-pull است.
اجزاء قالب تزریق پلاستیک Straight-pull
1) قسمت Cavity یا حفره
2) قسمت Core یا هسته
قالب هایی که در بالا نام بردیم از پر استفاده ترین قالب ها می باشند.

خرید هیدروموتور دنده ای
محدودیت های قالب تزریق پلاستیک Straight-pull
1) قطعه حتما باید روی هر طرف هندسه دوبعدی داشته و بیرون زدگی نداشته باشد.
2) اگر هندسه های پیچیده تری مدنظر است، لازم است از قالب هایی با هسته Side-Action یا دیگر اینسرت ها استفاده شود.
هسته های Side-Action المان های متحرکی هستند که از بالا یا پایین وارد قالب شده و ساخت قسمت های بیرون زده را امکان پذیر می کنند.
دو قسمت یک قالب: ساید A و ساید B
قطعات تزریق پلاستیک دو طرف دارند: ساید A که مقابل حفره است (نیمه جلویی قالب) و ساید B که مقابل هسته(نیمه پشتی قالب) است.
تفاوت دو قسمت قالب ساید A و ساید B
1) قسمت A معمولا ویژگی های ظاهری بهتری داشته و قسمت Cosmetic نامیده می شود. سطوح قسمت A نرم بوده و بافتی متناسب با طراحی شما خواهند داشت.
2) قسمت B معمولا شامل المان های سازی ای و پنهان قطعه (مثل ستون ها و…) می شود. به همین دلیل به این قسمت سایدِ کاربردی یا Functional می گویند. سایدِ B معمولا سطوح خشن تری دارد و جای پین های انژکتور روی آن دیده می شود.
فرآیند اکستروژن
مکانیزم کلی اکستروژن عبارت از یک مارپیچ که حرکت خود را از یک موتور و گیربکس می گیرد و در سیلندری که به وسیله گرمکن های خارجی گرم می شود حرکت می کند و مواد پلاستیکی بصورت دانه از قیف داخل دستگاه ریخته می شود. “این دستگاه ها به وسیله پمپ های هیدرولیکی یا هیدروموتورها مثل هیدروموتور پیستونی کار میکند که میتوانید از این سایت آنها را تهیه کنید.” بعد از ذوب شدن مواد و با فشار از درون فرم قالب عبور کرده و به مرور که سرد شد شکل فرم قالب را به خود می گیرد اشکال مختلف قطعات پلاستیکی در حالتهای توخالی و توپر را با این روش تولید می نمایند. مواد پلاستیکی به صورت پودر یا دانه (گرانول) در قیف دستگاه ریخته می شود.
مواد نرم و حرارت داده شده توسط مارپیچ و المنت های . دور سیلندر حالت ذوب گرفته و از داخل سوراخی . (فرمی) که شکل مقطع محصول تولیدی را دارد با فشار خارج می شود
بعد از خنک شدن فرم وحالت سوراخ (قالب) را می گیرد ، که برای تولید قطعاتی مانند سیم ها، میله ها، لوله ها، ورق هاو … استفاده می شود.
ترکیبی از عوامل جداکننده را بر سطح ماهیچه اسپری میکنند. این مواد سبب پیشگیری از چسبیدن قطعه به ماهیچه میشوند.
مراحل کار قالب تزریق پلاستیک
فرایندهایی که در دستگاه تزریق پلاستیک برای تولید یک محصول رخ می دهد، شامل مراحل زیر است؛
1. قالب با گیرههای نگهدارنده بسته می شود.
2. مقدار معینی مذاب که از ویسکوزیته و دمای مناسبی برخوردار است، تحت فشار زیاد به درون حفرهی قالب تزریق می شود. این مقدار از پیش تعیین شده را شات مینامند.
3. پلاستیک در تماس با ناحیه سرد قالب جامد شده و شکل میگیرد. بر اثر سرد شدن پلاستیک، قطعه سخت و منقبض می شود. به منظور جبران انقباض احتمالی ناشی از سرد شدن، تزریق پلاستیک مذاب با فشار بالا ادامه مییابد.
4. در پایان کار گیرههای نگهدارنده باز شده و سیستم پران فعال میشود. قطعهی تولید شده با کمک پینهای پران، از ماهیچه جدا میشود و برای شروع مجدد به حالت اولیه برمیگردد.
نکات مهم:
– مدت زمان جدایی و خروج قطعه از قالب باید محاسبه شود. پس از خروج قطعه، قالب برای تزریق شات بعدی بسته میشود.
– در طول مرحلهی سرد شدن، مقدار مواد مذاب موجود در کانالها به سطح قطعه میچسبند. این مواد را میتوان با برش از سطح قطعه جدا نمود. این مواد بازیافتی را می توان با نسبت مناسبی با مواد اولیه ترکیب نمود و مجددا وارد چرخهی تولید کرد.
سخن پایانی
قالبهای تزریق پلاستیک با طراحی دقیق و ساخت با کیفیت بالا، امکان تولید قطعات با شکل و ابعاد مورد نظر را فراهم میکنند. انواع مختلفی از این قالب ها وجود دارد که در دسته بندی های متفاوتی قرار میگیرند و در این مقاله به آنها اشاره کردیم. انتخاب بهترین قالب تزریق پلاستیک نقش مهمی در بهبود کیفیت محصول، افزایش بهرهوری و کاهش هزینههای تولید دارد.
صنعت هیدرولیک یک فروشگاه قطعات هیدرولیک است که این امکان را برای شما عزیزان فراهم کرده تا انواع لوازم هیدرولیکی مانند پمپ هیدرولیک صنعتی و یا انواع هیدروموتور را به صورت اینترنتی خریداری نمایید. جهت مشاهده محصولات به دسته بندی های موجود در منوی سایت مراجعه کنید.